
以下是:红河市石屏县复合管-复合管全国配送的产品参数【鑫海达】以匠心打造多元场景产品,涵盖开远不锈钢复合管栏杆欢迎新老客户垂询、弥勒不锈钢复合管栏杆品牌大厂家、泸西不锈钢复合管栏杆质量牢靠、建水不锈钢复合管栏杆好品质经得住考验等。复合管-复合管全国配送,鑫海达不锈钢复合管护栏厂家(红河市石屏县分公司)为您提供复合管-复合管全国配送,联系人:贾殿涛,电话:【13863577835】、【13863577835】。 云南省,红河哈尼族彝族自治州,石屏县 石屏县,隶属云南省红河州,位于云南省南部,红河州西北部。截至2014年,石屏县辖7个镇、2个乡,总面积3042平方公里,其中94.6%为山区,是传统农业县。根据第七次人口普查数据,截至2020年11月1日零时,石屏县常住人口为271951人。
想知道复合管-复合管全国配送产品有多棒?看视频就够了,它比千言万语都更有说服力!
以下是:红河石屏复合管-复合管全国配送的图文介绍红河石屏鑫海达不锈钢复合管护栏厂家是一家集研发、生产、销售、施工及售后服务于一体的稳步快速发展的专业化 不锈钢复合管栏杆厂家,总部设立于经济开发区。在打造 不锈钢复合管栏杆品牌文化的同时,公司坚持用企业文化企业核心竞争力,使企业在发展中树立起良好的社会形象。“行远必自迩、追求无止境”,始终坚持质量稳定、服务周到、全程一体化服务于全国各地 不锈钢复合管栏杆消费者。
连接方式和尺寸都与镀锌管件相同但是输水效果是截然不同的,全屏蔽双密封管件在输水过程中,和不锈钢复合管护栏输水的效果是一样的。在大多数情况下,焊接采用直流电,电极既作为电弧载体,同时也作为焊缝填充材料。电极由合金或非合金金属芯丝和焊条药皮组成。这层药皮保护焊缝不受空气的侵害,同时稳定电弧。它还引起渣层的形成,保护焊缝使它成型。电焊条即可是钛型焊条,也可是缄性的,这决定于管材的厚度和成分。钛型焊条易于焊接,焊缝扁平美观。此外,焊渣易于去除。如果焊条贮存时间长,必须重新烘烤。因为来自空气的潮气会很快在焊条中积聚。第MIG/MAG焊接:这是一种自动气体保护电弧焊接方法。在这种方法中,电弧在保护气体屏蔽下在电流载体金属丝和工件之间烧接。机器送入的金属丝作为焊条,在自身电弧下融化。由于MIG/MAG焊接法的通用性和特殊性的优点。
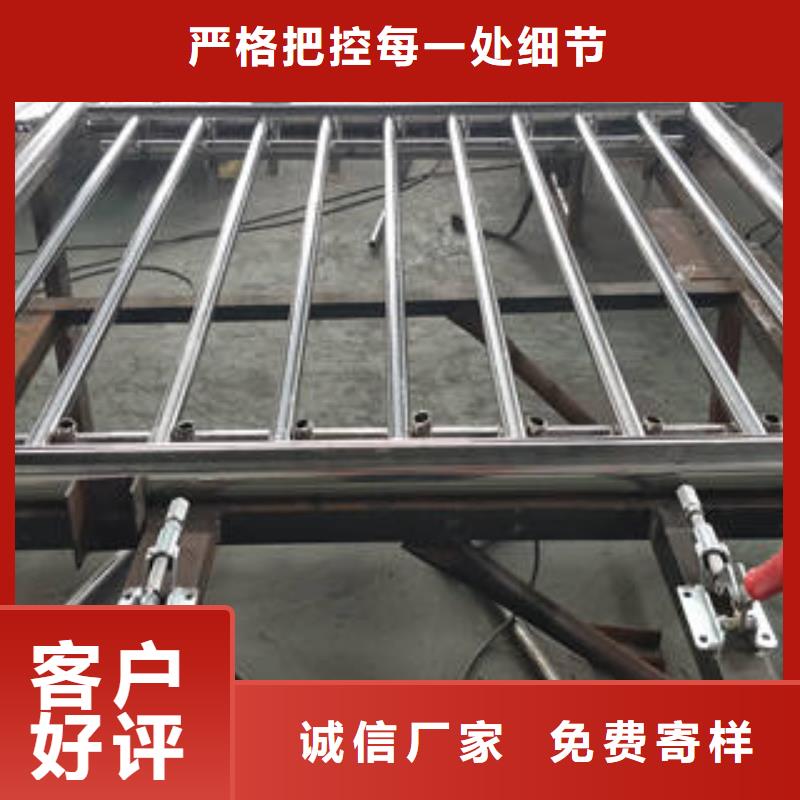
不锈钢复合管护栏由不锈钢和碳素结构钢两种金属材料采用无损压力同步复合成的新材料,兼具不锈钢抗腐蚀耐磨和卓越美丽的外表,以及碳素钢良好的抗弯强度及抗冲击性。符合节能及普及的原则。不锈钢复合管于2002年标准GB/T18704-2002正式颁布,从材料质量选择,检验等方面都有了一整套严格规范的管理,由于外表美观、价格低廉等优点,现已广泛用于桥梁护栏,装饰装潢,车辆附件,输送辊轮,纺机配件等领域。 塑性复合成形技术利用材料的弹塑性特性,使内201不锈钢复合管外管接触并产生紧密的结合。塑性复合成形技术种类很多,但其复合过程与机理基本上是一致的,以内覆管为例,其塑性复合过程可以分为以下三个连续过程: ( 1 )内管变形阶段:开始时内层管与外层管之间存在间隙,当内管内壁施加加载压力后,内管管壁产生径向膨胀,直到内管外表面与外管内表面刚好接触,间隙,此时还未产生接触压力。 ( 2 )复合阶段:随着加载压力的继续增加,开始了对外管的加载过程。外管首先出现弹性扩张,直到外管内表面满足屈服条件后,外管出现部分塑性扩张。随着加载压力不断加大,外管中的塑性区不断扩展,直到达到大加载压力为止。 ( 3 )卸载阶段:加载压力从大逐渐减少至零,这时内管与外管均处于卸载状态。由于第二阶段中产生了塑性变形,当加载压力完全后,内外管之间仍然接触,产生残余接触压力。 在不锈钢复合管塑性复合过程中,内管发生了大塑性变形,外管则处于弹性变形状态或部分塑性变形状态,在卸载时由于外管的回弹量大于内管的回弹量,外管箍紧内管,两管之间 形成胀紧力,即残余接触压力,达到紧密的机械结合;残余接触压力的大小取决于材料的回弹能力。如果在高温条件下,则在复合阶段管层间塑性变形量越大,越易 在结合界面发生扩散反应,达到界面冶金结合。
不锈钢复合管焊接要点及注意事项 1.采用垂直外特性的电源,直流时采用正极性(焊丝接负极)。 2.不锈钢复合管利用氩弧焊焊接,具有焊缝成型美观,焊接变形量小的特点。 3.保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。 4.钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm。 5.为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。 6.焊接电弧长度,焊接普通钢时,以2~4mm为佳,而焊接不锈钢时,以~3mm为佳,过长则保护效果不好。 7.对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。 8.为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角,填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。 9.防风与换气。有风的地方,务请采取挡网的措施,而在室内则应采取适当的换气措施。
复合管-复合管全国配送,鑫海达不锈钢复合管护栏厂家(红河市石屏县分公司)为您提供复合管-复合管全国配送的资讯,联系人:贾殿涛,电话:【13863577835】、【13863577835】。